About Us
Our History

In 1918, Fairmount Foundry Inc. was founded along the banks of the Blackstone River in The Globe Village of Woonsocket, Rhode Island. The Blackstone River Corridor is the nationally recognized birthplace of the industrial revolution in North America. In 1793, in what is now Pawtucket, RI, Samuel Slater built the first water-powered mill dedicated to the production of cotton textile using Richard Awkright’s cotton spinning system which included carding, drawing, and spinning machines.
The Fairmount Foundry Inc was built to provide iron castings to the twenty mills that populated the shores of the Blackstone in Woonsocket. The foundry had its own Machine Works and routinely delivered 6-8 tons of iron castings every day to the thriving mills to support their textile machinery.

Our Processes
Our foundry processes have changed dramatically since its founding in 1918. Originally built with 2 cupolas for melting scrap iron, molding was done using the green sand process and cores were made using a linseed oil sand process. Castings were shaken out manually, sand blasted and finished ground.



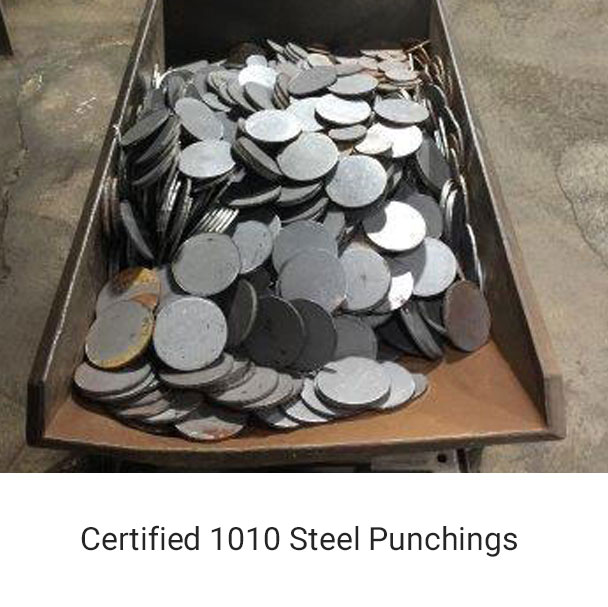
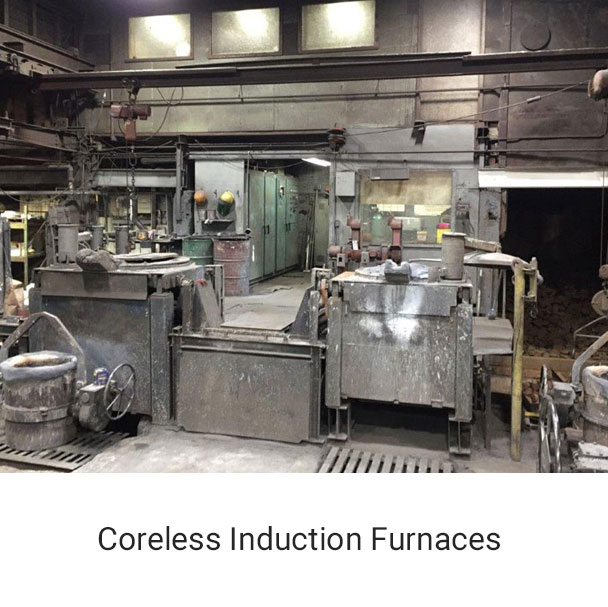
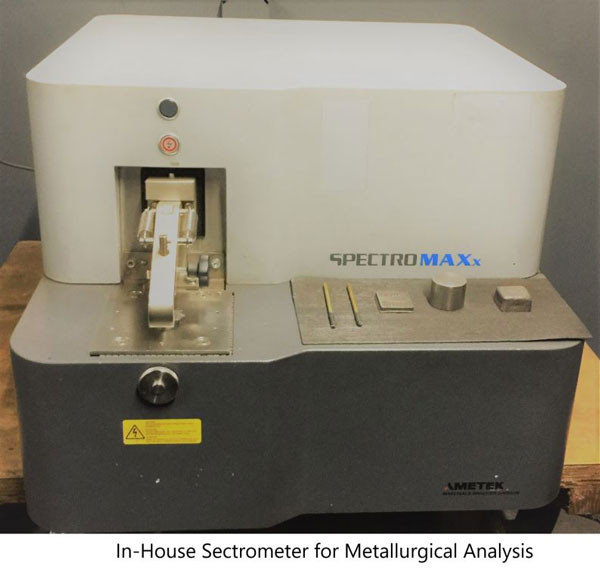
Today, the foundry melts certified pig iron and 1010 automotive steel punchings exclusively, using coreless induction furnaces. Chemical analysis is performed using a Spectromax spectrometer. Molding and core making are done using no-bake resin bonded sand. Molding lines and shakeout systems are mechanized, and castings are shot blasted and processed using pneumatic grinding equipment.